Following machine-control-systems have been realized in the last years :
Project Laboratory sample-tray production
Period: 2022-2023
Branche: Injection molding - Medical
For a 'high-end' injection molding company, software was designed, build and commissioned
for a newly designed machine that produces sample-trays for laboratories (e.g. for
DNA research). These sample trays can contain somewhere between approx. 100 and 1500 pockets.
The realized machine assembles, marks, inspects and packs the sample trays.
Main contractor for the design and realization of the machine is
DPE from Meijel.
All PLC, Epson(robot) and HMI software has been realized by Van den Berg, Industriele automatisering.
The chosen brand for the automation equipment is
B&R .
Trays entering the machine come directly from an Injection molding machine or from a
cassette-system containing pre-produced trays. The next step is a plasma-treatment.
After this the trays will be marked with name/type/size using a laser-system.
Optionally a patch is lasered on the side to enable manual markings by lab-employees.
In the next step the tray will be sequencially checked on all sides by a
Cognex camera system. This system checks the tray for form, defects and correct marking.
Optionally the trays are equipped with covers. The covers are suplied to the machine in
cassettes, and they are checked for defects by a second Cognex camera system.
Products that pass all inspections with good result are then packed using two flow-pack
machines. They can be packed by piece or by (configurable) stack.
The machine uses a recipe for supplying the production-configuration (determining
routing, print, inspection and packaging).
Recipe-selection takes place with a bar-code scanner reading the production-sheet.
The control system produces real-time log-files which are stored on a local PC.
These log-files contain real-time information regarding production- and error/warning/info-
messages.
Product-track and -tracing is implemented so that identity and process-values of all products
in the line are always available.
Project Vibrational feeder
Period: 2021
Branch: Product-handling
For
Radine, Barneveld software has been developed and realized for seven product-positioning
units.
These units are all part of a larger production-line that assembles packages
used during surgery or other medical procedures.
The units separate, position and orientate parts which are supplied in bulk, and which will
become part of the package.
B&R was chosen because the control system in the main production line was also brand B&R.
The modules are equipped with IAI lineary actuators, controlled over Profinet.
(B&R) 'Integrated safety' is used for safety functionality.
Communication with the main control system is achieved via PowerLink.
Project Plastipack Luxemburg
Period: 2020
Branch: Plastic (friction / 'spin') welding
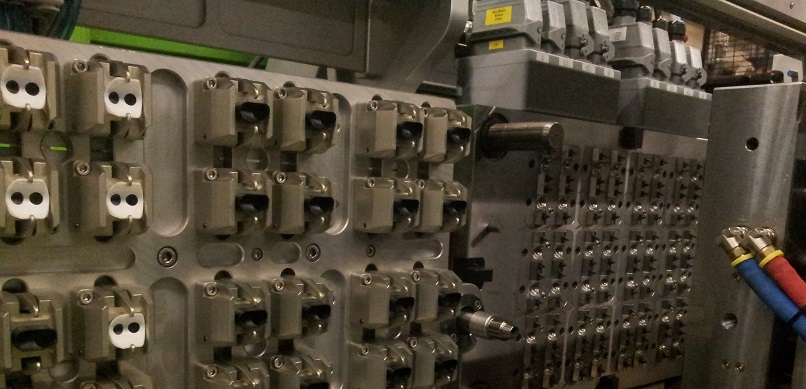
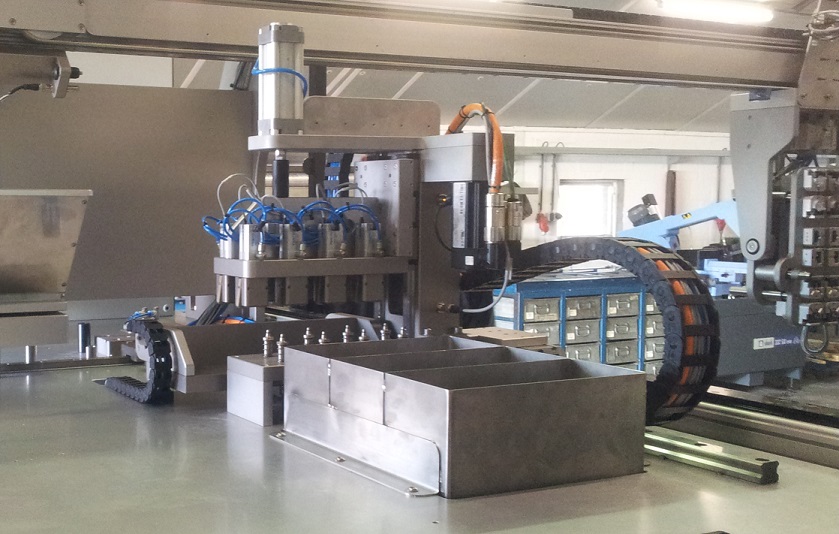
Realization of a submodule which consists of 8 friction weld stations.
This submodule is part
of a bigger production-line which produces preforms for small beer-tenders.
The assignment comes from
Aeson, Huizen, a company specialized in welding of plastic parts.
Electrical and mechanical realization are done by
DPE, Meijel.
The main contractor for the realization of the entire production line is
Radine, Barneveld.
Four of the units perform the welding of the outer-preform to the inner-preform.
The other four
units are used for welding the connector on the outer-preform.
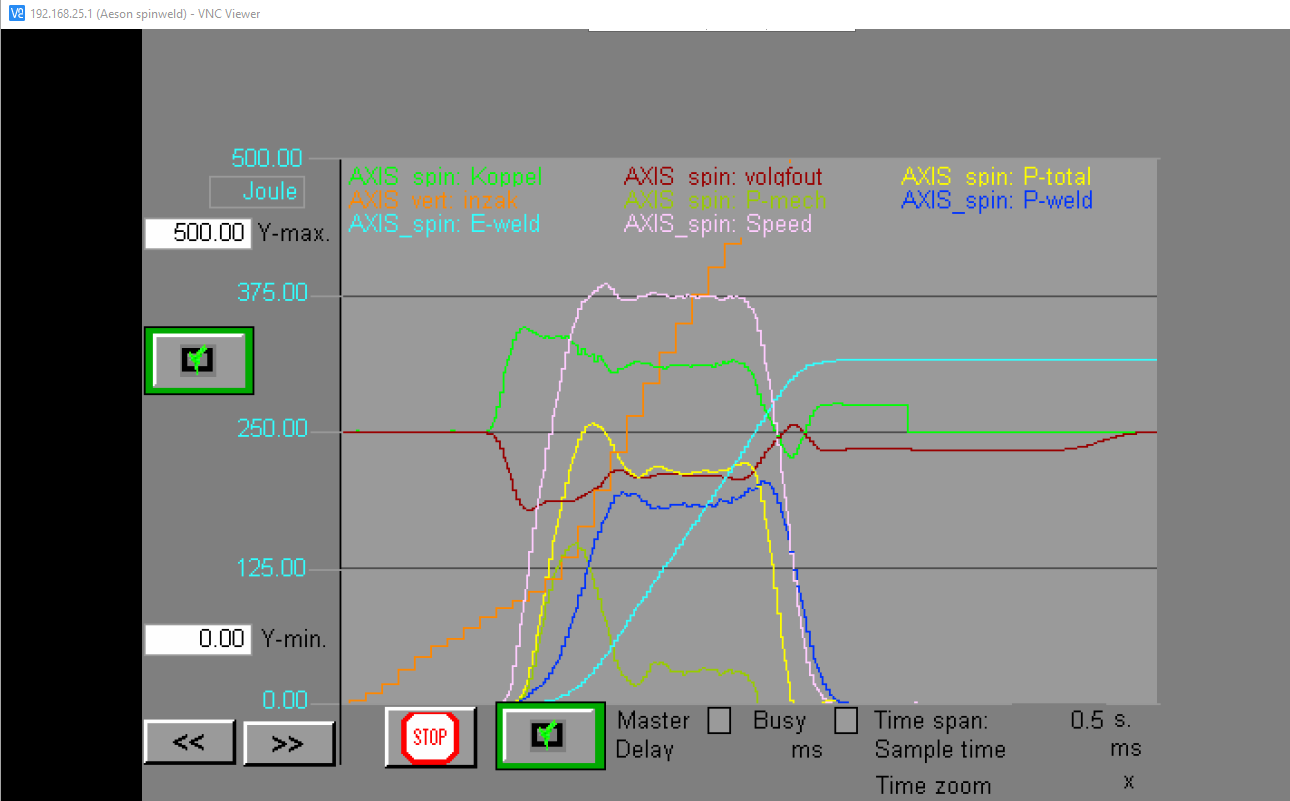
The welding-proces is monitored by product-height measurement before and after the welding process.
An extra software module has been developed for determining the amount of energy
(as a function of time and accumulative) that is being absorbed by the welding-junction.
Because of desired functionality (servo-technology) and good experience with previous
spin-welding projects,
B&R was chosen for the job (X20CPU, 15+ servo-axes 300 - 2000 Watt).
The master control-system is of brand Siemens.
Communication between both systems takes place via ProfiNet.
Project Torp
Period: 2018-2019
Branch: Product assembly
Productionline for the assembly of preforms used for small beer tenders.
The main contractor is
DPE in Meijel.
Preforms exist out of three parts: the inner-preform, the outer-preform and the connector (valve).
They enter the production-line as bulk goods.
The production line is based upon a circular (endless) transport-system.
Two preforms
reside on a carrier. 24 Carriers are connected to the transport-system at equal pitch.
Around the transport-system, several process-stations are located.
The process-stations
can perform a process or an operation on the preforms on the carrier docked to the process-station.
Every transport-cycle, carriers are transported one pitch forward, and after that, the carriers
are docked onto the next process-station.
After placement of the inner-preform, treatment with silicone fluid and the placement of the
outer-preform, the lather will
be welded onto the inner-preform using friction ('spin') welding.
Later in the process, also the connector is welded onto the outer-preform by means of spin-welding.
In different stages of the production process the quality of the preform or process is checked.
Fysical measurement, vision camera's (Cognex) and (vacuum)leakage testing are used to inspect.
Failed products are removed to waste-bins and approved products are placed in one of the two
available 'gitter-boxen'.
Each individual product receives a unique serial code at machine-entry. This makes
them fully traceable,
not only while produced but also for the remainder of their life-cycle.
The serial number is also used as an identifier for the data that the vision systems produce.
All files (images) are stored under a name which includes the serial number.
This links the vision data directly to the product.
All data from each preform is stored on a
central server. This enables the user to apply statistical analysis on the produced preforms.
When the preform leaves the assembly-machine, the serial number is engraved on the preform,
using a laser-system.
That way the product remains traceable after it leaves the factory.
An logger-system is implemented which logs machine-malfunction, errors, machine-output
and performance.
This data is stored in files, either locally on the machine or on a server
in the network.
Because of the expected functionality (servo-technology, data-logging, network-operation) the
B&R
platform has been chosen (PC2100, 15+ servo-assen 300 - 1000 Watt).
Electro Chemical Machining test stand
Period: 2017
Branch: Metal working tools
For a company that operates in the aviation industry, a control-system was
developed and realized for an existing ECM-test-stand. The test-stand is used
for research on metal-machining e.g. in the field of fuel-cell part development.
ECM is a chemical way of metal-milling. The workpiece material is removed
by anodic dissolution in aqueous electrolyte at extremely large current densities.
It is primarily used when complex shapes are required or when it concerns very hard materials.
ECM is also able to produce a very smooth surface-finish.
The existing control system had become unreliable and was difficult to operate.
The newly developed control-system is PLC based and is build around the existing
(hydraulics and sensoric) hardware. With the use of fast PLC-cycle times
the tool-positioning accuracy is within the micron-range (better than 5 microns).
Three different ECM-modes are implemented (stepped gap, continuous gap and dynamic
continuous gap).
The control-system is realized with a
B&R
X20 contoller.
The software application is build around several B&R function blocks from the mechatronics
libraries. These function blocks are custom designed for the control of hydraulic systems.
The HMI contains functionality to view process-parameters (tool-position, position-lag,
valve-behaviour etc.) with a very high sample-rate, and is equiped with an (XML-based) recipe-
and machine-parameter-system.
Project dICE
Period: 2014 - 2015
Branch: Product assembly
This project concerns a productionline for the assembly of preforms,
designed and buid by
DPE in Meijel
(Netherlands).
Preforms exist out of three
preproduced parts (inner-preform, outer-preform
and a connector (valve)).
All three are
supplied in bulk.
The preforms will make 'bag-in-bottle' containers
for soft ice cream.
The productionline is centered around an endless transport-system
with a fixed transport
pitch. After a transport index, the product-carriers are
docked onto the processing
stations.
On different processing-stations, the inner-preform is partly
covered with two layers of glue,
and another part of the preform with silicon-spray.
After that the glue is sufficiently cooled down in a seperate
cooling-section, the
outer-preform is positioned and fixed over the inner-preform with a
controlled move.
Hereafter the connector is attached to the assembly using 'spin-welding'
technology.
On several moments in the assembly-process the quality of the
different actions and
processes is monitored by means of weight checks, height checks,
vision camera's (Cognex)
and vacuum checks.
Transport to and from the cooling-matrix, and the release of
products fom the machine
is accomplished with two Epson scara robots, controlled over
ethernet.
Non-approved products are rejected, and approved products are placed
on a conveyorbelt
for packaging
At the start of the assembly-process, each product receives a unique
serial-number. This
number is the basis of the product-administration. After a
product-carrier is docked onto a
processing-station, this station can look-up what the history of the
product on the carrier is
and based upon that, adjust the process.
The unique serial-number is also used as an identifier for the two
Cognex cameras.
All files produced by these camera's carry names which incorporate
the serial number of
the product. This way the camera data can be directly linked to a
specific product.
When the products (approved as well as non-approved) are released
from the assembly-line
the serial number is printed on the product using an inktjet
printer. This way the data
belonging to a physical product can easily be obtained.
The control system software generates and logs machine-errors and
failures, and production-
and yield-data to files which are stored locally or on a server in
the network.
Besides that, process-data of each product individualy is stored, and
camera-data from each
product is stored. This way the user will be able to apply
statistical process control on
production-runs.
Because of the requested functionality (sevo-technology,
data-logging), the
B&R
platform (PP400, 15+ servo axes 300 - 1000 Watts) was selected for
the job.
Project Visor
Period: 2013 - 2014
Branch: Injection moulding industry
For a company producing 'sprayers', a nearby machine-builder
developed a machine intended
for the assembly of socalled 'visors'.
We were invited for design, realisation and commissioning of
the control-system.
A visor is a nozzle-cap that is used on some types of sprayers. With
this, the user of the
sprayer is able to choose between 'spraying' and 'foaming'. For
foaming, one of the exit ports
of the visor is equiped with fine plastic wire-mesh.
The installation picks up a load (48-fold) of visors from the
injection moulding machine with a
servo-driven take-out robot, and places them on a processing-table
in an 8x6 matrix. The
servo-controlled processing-table moves intermittently beneath 6
ultrasonic welding heads,
which
stamp and weld the plastic wire-mesh on the visor-port. Presense or
absence of visors is
sensed
on-the-fly during table-motion.
All welding-heads are seperately supplied with wire-mesh using
stepper-motors.
If all visors on the processing-table are welded, a servo-driven
gantry-gripper pickes them
up from the processing-table. Moving towards the deposition-point,
sensors check on-the-fly
if the wire-meshes have been welded properly onto the visor-port.
Non-approved visors are
dumped in the reject-bin, and the approved visors are delivered at
the deposition point.
The control system software generates and logs machine-errors and
failures, and production-
and yield-data to files which are stored locally or on a server in
the network.
Because of the requested functionality (sevo-technology,
data-logging) and being familiar with
the brand, the
B&R
platform (PP65, 3 servo axes 1000+ Watts) was selected for the
job.
Project USD
Period: 2013 - 2014
Branch: Injection moulding industry
For a company producing 'sprayers', a nearby machine-builder
developed a machine intended
for the assembly of the inner-section of a new generation of
sprayer-heads.
We were invited for design, realisation and commissioning of
the control-system.
It concerns the assembly of 4 parts:, 3 parts made of plastic and one
metal part.
The three plastic parts are all created (8-fold) in a singel
injection moulding cycle. The servo-
controlled gripper picks all parts (3x8) out of the mould and places
them on three separate
processing-tables. After re-orientation on the processing-tables and
the addition of the metal
part (ball), an X-Z servo-controlled gantry-gripper picks the parts
sort-by-sort from the
processing-tables and assembles them.
After assembly, a vacuum-test is carried out to check the quality of
the assembly.
Non-approved products are dumped in the reject-bin, and the approved
visors are delivered
at the deposition point.
The control system software generates and logs machine-errors and
failures, and production-
and yield-data to files which are stored locally or on a server in
the network.
Because of the requested functionality (sevo-technology,
data-logging) and being familiar with
the brand, the
B&R
platform (PP65, 3 servo axes 1000+ Watts) was selected for the
job.
Preform cooling mould
Period: 2012
Branch: Packaging
Our customer
DPE in Meijel
(Netherlands) designed a machine for
cooling-down socalled
'preforms'. These preforms are the basis for 'bag-in-bottle'
packages.
They exist (before being assembled) of three plastic sub-parts, all
produced via
injection moulding.
Before being assembled, these parts need to be cooled down to a
certain temperature.
This is achieved with the cooling mould. The
cooling mould consists of three moulds
(servo-controlled) which are opening horizontally and in which
several products are placed
with the IMM-handling robot. The moulds are water-cooled. After
having reached the required
temperature, the cooling mould opens up, and the cooled products are
removed for further
processing.
Because of the necessary servo-technology (3 axes, 1000+ Watts) the
B&R
platform (PP65)
has been chosen for the job.
Novaline450
Period: 2011-2012
Branch: Medical
For a new and innovative producer in the field of intraoculair- and
special contact-lenses,
a productionline control-system was designed,
realized and commissioned.
The productionline produces lenses according
a new and revolutionary principle.
It consists out of a product-carrier-based transport system.
A number of
process-stations
are positioned alongside the transport system. After the product
carriers
are docked
onto the process-stations, these stations will apply a specific
process on
the products
in the
product-carriers.
The majority of the processes applied is servo-controlled because of the
accuracy
required (10+ axes).
All product-carriers are equiped with RFID chips which are read at
every
process-station
they dock upon. This way the process-station can
look-up the data of that
product via
the internal 'product-administration'. Hereby it is
known what the history of that
particular product is, and the process-station can decide what to
(or what not to) do.
Another very important task of the control-system is the gathering,
processing and storing of
process-data. This data (specifically linked to a product) is
directly written into an SQL
database. The measurement-data and results of several
inspection-system are stored as
well.
As a result of the highly functional demands for the control-system, a
B&R (PP400) controller
was selected for the job.
Part of the product-handling is realized with small Epson scara
robots, controlled over ethernet.
Product-inspection (optical
and cosmetic) is realized with three advanced vision-systems, which
are also controlled over ethernet.