De volgende machine-besturingen zijn in de afgelopen jaren verwezenlijkt:
Project Laboratorium sample trays
Periode: 2022-2023
Branche: Spuitgiet-industrie - Medisch
Voor een 'high-end' spuitgieterij is de software ontworpen en gebouwd voor een machine die
sample-trays voor laboratoria (bijv. t.b.v. DNA onderzoek) assembleert, markeert,
controleert en verpakt. De trays bevatten ruwweg tussen 100 en 1500 vloeistof-pockets.
Hoofd aanmemer en bouwer van de totale productie-lijn is de firma
DPE uit Meijel.
Alle PLC, Epson(robot) en HMI software is uitgevoerd door Van den Berg, Industriele Automatisering.
Het gekozen automatiserings-platform is
B&R .
De trays worden rechtstreeks vanuit de spuitgiet-machine aangevoerd of vanuit
magzijnen (uit eerder geproduceerde tussen-opslag).
Na een behandeling met plasma worden ze gemarkeerd m.b.v. een laser. Hierbij
worden naam/type/groote en een eventueel schrijfvlak op de tray gelaserd.
Vervolgens wordt m.b.v. een Cognex camera het product aan boven- onder- en zij-
kanten gecontroleerd op vorm, defecten en correcte markering.
Optioneel worden de trays voorzien van deksels, welke uit magazijnen worden
aangevoerd en tevens door een Cognex camera systeem worden gecontroleerd
op defecten.
De goedgekeurde producten worden volgens vervolgens per stuk of per stack
aangeboden aan twee flow-packers die de verpakking van de producten verzorgen.
De machine is recept-gestuurd. Recept-selectie vindt plaats via een bar-code scanner.
In het recept zijn alle benodigde proces-variabelen opgenomen v.w.b. routing, opdruk,
controle en verpakking.
De besturing levert real-time log-bestanden aan op de meegeleverde PC. Deze
logbestanden bevatten productie- en storings/waarschuwings/info-meldingen.
Product-track and -tracing vind plaats door de gehele machine. Dit wil zeggen
dat van elk product in de lijn, ten alle tijde de identiteit en de benodigde
proces-waardes bekend zijn.
Project Trilvullers
Periode: 2021
Branche: Product-handling
Voor de firma
Radine te Barneveld is de software ontworpen en gebouwd voor zeven
product-positioneer-units.
De units maken als submodule deel uit van een productie-lijn
die paketten samensteld die gebruikt worden bij operaties of andere medische handelingen.
De units dienen voor het scheiden, positioneren en orienteren van deel-producten uit deze paketten.
Vanwege de merk-keuze in de overkoepelende besturing (B&R) is ook voor de submodules
gekozen voor
B&R .
De submodules zijn uitgerust met lineaire actuatoren van IAI, welke worden aangestuurd over Profinet.
Op de modules is (B&R) 'Integrated safety' toegepast.
Communicatie met bovenliggend systeem loopt via PowerLink.
Project Plastipack Luxemburg
Periode: 2020
Branche: Kunststof lassen
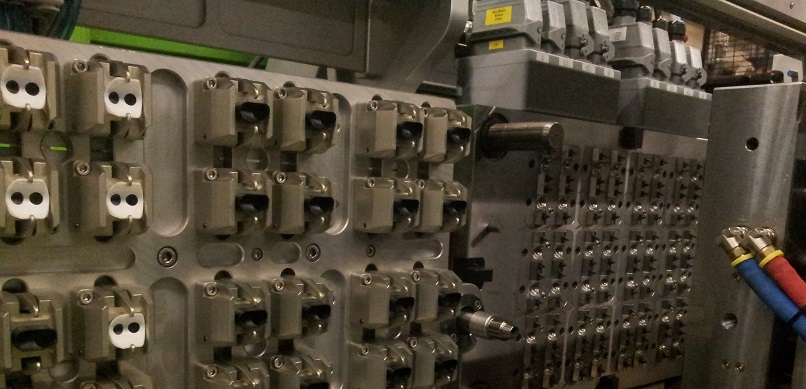
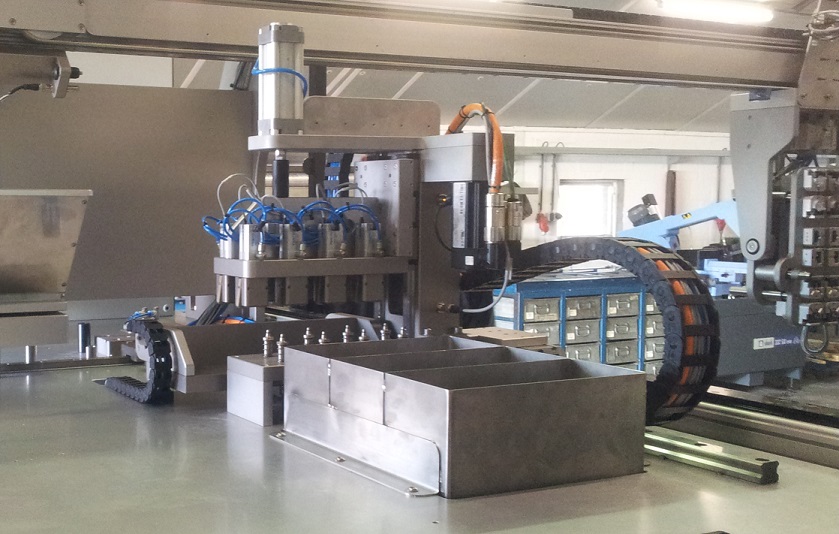
Het betreft hier de realisatie van een submodule bestaande uit 8 spin-weld stations t.b.v.
inbouw in een productie-lijn voor preforms t.b.v. bier-tenders.
Het project is in opdracht gegeven door de firma
Aeson te Huizen en elektrisch en mechanisch gerealiseerd door
DPE te Meijel.
Hoofd aanmemer en bouwer van de totale productie-lijn is de firma
Radine te Barneveld.
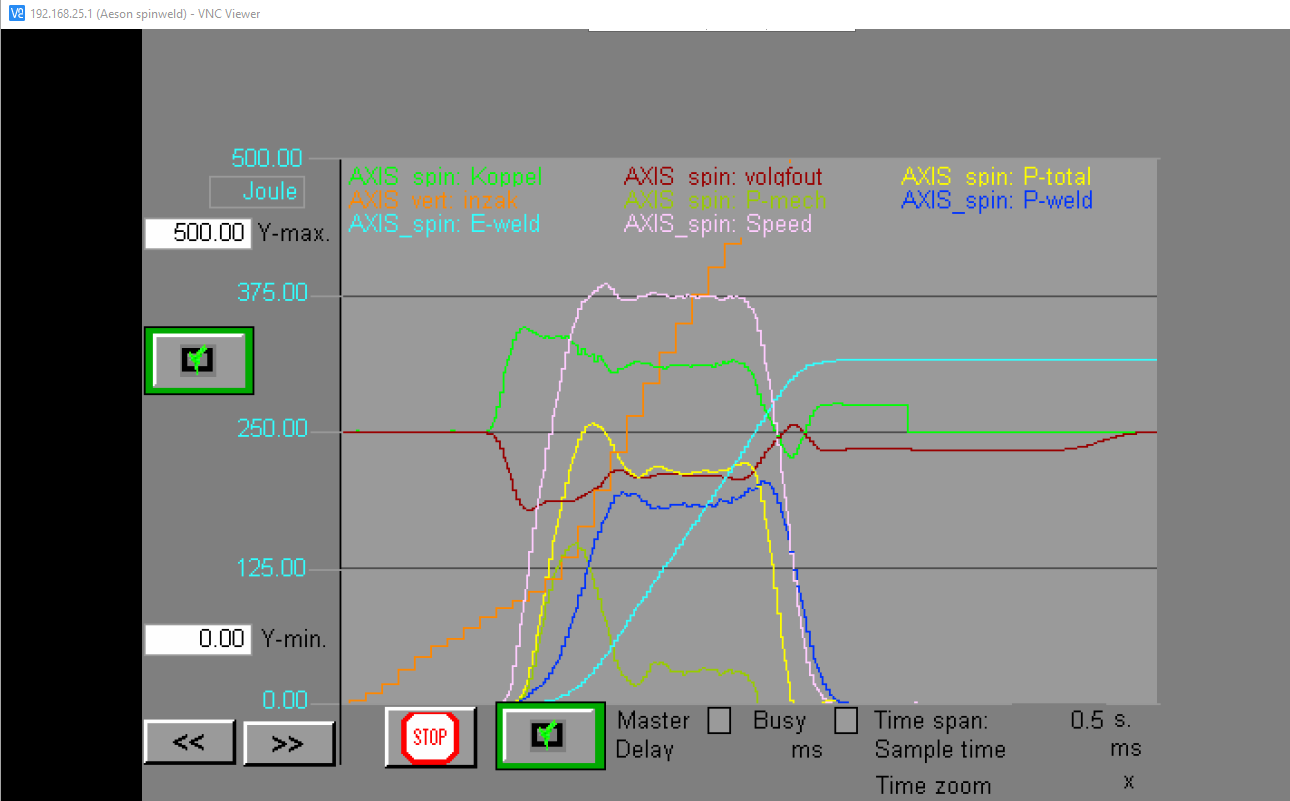
Vier van de spin-weld stations verzorgen het lassen van de inner- aan de outer-preform,
en de overige vier station het lassen van de connector (ventiel) aan de outer-preform.
Het las-proces wordt gemonitored d.m.v. product-hoogte metingen voor en na het spinweld-proces.
Tevens is er een software module ontwikkeld welke nauwkeurig de hoeveelheid energie
(als functie van de tijd en cummulatief) berekend die in de las wordt opgenomen.
Vanwege de gewenste functionaliteit (servo-techniek) en de goede ervaringen i.c.m. spin-welding
is gekozen voor het
B&R platform (X20CPU, 15+ servo-assen 300 - 2000 Watt).
Het bovenliggende systeem is van Siemens. Communicatie tussen beide systemen
vind plaats via ProfiNet.
Project Torp
Periode: 2018-2019
Branche: Product assembly
Het betreft hier een productielijn voor het assembleren van preforms,
ontworpen en gebouwd
door machine-bouwer
DPE te Meijel.
Preforms bestaan uit drie
onderdelen (inner-preform, outer-preform en een connector (ventiel)).
Deze worden in bulk
aangevoerd. De betreffende preforms zijn bestemd voor
'bag-in-bottle'
verpakkingen t.b.v. kleine bier-tenders.
De productielijn is gebaseerd op een rondlopend transport systeem met
een vaste
index-afstand. Na een index worden de product-dragers gedocked aan de
bewerkings-stations.
Na het plaatsen van de inner-preform, behandeling met siliconen-spray,
en het plaatsen van de outer preform wordt deze laatste
d.m.v. friction-welding ('spin-welding')
op de inner-preform gelast.
Hierna wordt de connector aangevoerd en op de outer-preform gelast,
tevens m.b.v. 'spin-welding'.
Op verschillende momenten in het productie proces wordt de kwaliteit van
de bewerkingen
gecontroleerd d.m.v. hoogte-controle, vision-camera's
(Cognex) en
vacuum-controle (lek-test).
Slechte producten worden uitgeworpen, en de goedgekeurde producten
worden afgeleverd op in een van twee gaas-containers ('gitter-boxen').
Bij de start van de assemblage krijgt elk product een uniek
serie-nummer,
wat een volledige tracking-and-tracing mogelijk maakt,
zowel tijdens het productie-proces
als gedurende de levensduur van het product.
Dit unieke serie-nummer wordt tevens gebruikt als 'identifier' voor de
Cognex-camera's.
Alle files (beelden) die deze camera's opslaan hebben het betreffende
serie-nummer
in de file-naam aanwezig zodat deze data onmiddelijk aan een product gelinked kan
worden.
Alle data van elk afzonderlijk product wordt opgeslagen. Op deze manier is de eindgebruiker
in staat om een statistische proces-analyse uit te voeren.
Wanneer de producten uit de productie-lijn komen (zowel goed- als afkeur) wordt het
serie-nummer m.b.v. een laser-station op het product aangebracht.
Zo is een product ook na uitlevering ten alle tijde te traceren.
De machine-besturing is uitgerust met een logger-systeem waarbij machine-storingen,
productie-gegevens en yield-data worden gegenereerd en weggeschreven in logfiles (lokaal of
op een server elders in het netwerk).
Vanwege de gewenste functionaliteit (servo-techniek, dataloggen) is gekozen voor het
B&R
platform (PC2100, 15+ servo-assen 300 - 1000 Watt).
Electro Chemical Machining research installatie
Period: 2017
Branche: Metaal bewerking
Voor een bedrijf wat opereert in de vliegtuig-industrie is een besturings-
systeem gerealiseerd voor een ECM machine. De installatie wordt gebruikt voor
onderzoek op het gebied van metaal-bewerking en onderdelen-productie, bijv.
ten behoeve van brandstofcellen.
ECM is een chemische manier van metaal-bewerking. Materiaal wordt van het werkstuk
verwijderd d.m.v. chemisch oplossen in een electroliet waarbij hoge stromen
door het werkstuk worden geleid. Het wordt voornamelijk gebruikt bij complexe structuren
en harde metalen. Door ECM kan ook een erg gladde oppervlakte-afwerking verkregen worden.
Het bestaande besturings-systeem was niet meer betrouwbaar en moeilijk te bedienen.
Daarom is een nieuw besturings systeem ontworpen, gebaseerd op een PLC platform.
Dit nieuwe systeem is ontworpen rond bestaande (hydraulische en sensoriek) hardware.
Door het gebruik van zeer korte PLC scan-tijden is een werkstuk-positioneer-
nauwkeurigheid verkregen in het micrometer bereik (beter dan 5 micrometer).
Er zijn drie verschillende ECM-modi geimplementeerd (stepped gap, continuous gap and dynamic
continuous gap).
Het besturings-systeem is gerealiseerd met een
B&R X20 contoller.
De software applicatie is opgebouwd rond B&R functie blokken uit de 'mechatronics
libraries'. Deze functie blokken zijn speciaal ontworpen voor het aansturen van hydraulische
systemen.
De HMI bezit functionaliteit voor het monitoren van proces-paramaters (tool-positie,
positie-fout, klep-gedrag etc.) met een hoge update-frequentie, en is uitgerust met
een (XML-gebaseerd) recept- en machine-parameter-systeem.
Project dICE
Periode: 2014 - 2015
Branche: Product assembly
Het betreft hier een productielijn voor het assembleren van preforms,
ontworpen en gebouwd
door machine-bouwer
DPE te Meijel.
Preforms bestaan uit drie
onderdelen (inner-preform, outer-preform en een connector (ventiel)).
Deze worden in bulk
aangevoerd. De betreffende preforms zijn bestemd voor
'bag-in-bottle'
verpakkingen van
softijs.
De productielijn is gebaseerd op een rondlopend transport systeem met
een vaste
index-afstand. Na een index worden de product-dragers gedocked aan de
bewerkings-stations.
Op verschillende proces stations wordt de inner-preform behandeld met
twee lagen lijm en
siliconen-spray. Hierna wordt de outer-preform gecontroleerd over de
inner-preform geschoven
en verankerd.
Hierna wordt de connector aangevoerd en op de outer-preform gelast
m.b.v. 'spin-welding'.
Op verschillende momenten in het productie proces wordt de kwaliteit van
de bewerkingen
gecontroleerd d.m.v. gewichts-controle, hoogte-controle, vision-camera's
(Cognex) en
vacuum-controle.
Transport van- en naar een koel-matrix, en uitname uit de machine
gebeurt m.b.v. twee Epson
scara robots welke over ethernet worden aangestuurd.
Slechte producten worden uitgeworpen, en de goedgekeurde producten
worden afgeleverd op
een uitvoerbaan t.b.v. verpakking.
Bij de start van de assemblage krijgt elk product een uniek
serie-nummer.
Aan dit nummer hangt tevens de product-administratie. Na aandokken kan
een proces-station
opzoeken wat de voorgeschiedenis van dit product is, en gebaseerd daarop
het proces
aanpassen. Dit unieke serie-nummer wordt tevens gebruikt als
'identifier' voor de
Cognex-camera's. Alle files die deze camera's opslaan hebben dit
serie-nummer in de
file-namen zodat deze data onmiddelijk aan een product gelinked kan
worden.
Wanneer de producten uit de productie-lijn komen (zowel goed- als
afkeur) wordt het
serie-nummer m.b.v. een inktjet-printer op het product gedrukt. Zo is
van een fysiek product
direct de bijbehorende data op te zoeken.
De machine-besturing is uitgerust met een logger-systeem waarbij
machine-storingen,
productie-gegevens en yield-data worden gegenereerd
en weggeschreven in logfiles (lokaal of
op een server elders in het
netwerk).
Tevens worden de productie-data van elk afzonderlijk product, en de data
uit de
Cognex-camera's gelogged / opgeslagen. Op deze manier is de
eindgebruiker in staat om een
statistische proces-analyse uit te voeren.
Vanwege de gewenste functionaliteit (servo-techniek, dataloggen) is gekozen voor het
B&R
platform (PP400, 15+ servo-assen 300 - 1000 Watt).
Project Visor
Periode: 2013 - 2014
Branche: Spuitgiet-industrie
Voor een eindgebruiker welke aktief is in het produceren van
'sprayers' is (via de machine
bouwer) een machine besturing ontwikkeld
t.b.v. het samenstellen van de zogenaamde visor.
Dit is het nozzle-kapje van een bepaald type sprayers, waarmee de
gebruiker kan kiezen
tussen normaal dispensen of 'foamen'. Om te foamen
wordt op een van de twee visor
openingen een kunststof gaasje gelast.
De installatie neemt middels een servo-gestuurde uitname-gripper
gelijktijdig 48 visors uit de
matrijs van de spuitgiet-machine en legt
deze af op een bewerkingstafel in een 8x6 matrix.
Deze servogestuurde
tafel beweegt zich intermitterend onder 6 ultrasoon laskoppen door,
welke
een gaasje lassen op een van de twee visor-openingen. On-the-fly wordt
gecontrolleerd
op aanwezigheid van visors. Voor alle laskoppen wordt
d.m.v. stappen-motoren het gaas
transport gecoordineerd.
Wanneer alle visors zijn gelast, worden ze d.m.v. een bovengripper van
de bewerkingstafel
afgenomen. Deze
servo-aangedreven bovengripper beweegt zich over
een rij sensoren,
waarbij on-the-fly wordt gecontroleerd of het zeefje daadwerkelijk goed
is
ingelast.
Slechte producten worden uitgeworpen, en de goedgekeurde
producten worden
afgeleverd.
De machine-besturing is uitgerust met een logger-systeem waarbij
machine-storingen,
productie-gegevens en yield-data worden gegenereerd
en weggeschreven in logfiles (lokaal of
op een server elders in het
netwerk)
Vanwege de gewenste functionaliteit (servo-techniek, dataloggen) en de
bekendheid ermee is
gekozen voor het
B&R
platform (PP65, 3 servoassen 1000+ Watt).
Project USD
Periode: 2013 - 2014
Branche: Spuitgiet-industrie
Voor een eindgebruiker, welke aktief is in het produceren van
'sprayers', is (via de machine
bouwer) een machine besturing ontwikkeld
t.b.v. het samenstellen van het binnenwerk van een
nieuwe generatie
sprayers.
Het betreft de assemblage van een viertal onderdelen, waarvan er drie
van kunststof zijn en
een van metaal.
De drie kunststof onderdelen worden allen (in 8-voud) in een enkele
spuitgiet-slag vervaardigd.
De installatie neemt middels een servo-gestuurde uitname-gripper
gelijktijdig de 3 x 8
producten uit de matrijs van de spuitgiet-machine en legt
deze af op drie bewerkingstafels.
Na her-orientatie worden ze d.m.v. een bovengripper van
de bewerkingstafels afgenomen.
Deze
servo-aangedreven (X-Z) bovengripper pakt de producten in de
juiste volgorde van de
bewerkingstafels en assembleert ze. Hierbij wordt
tevens een metalen
kogel in het samenstel
geplaatst.
Na een vacuum-controle worden de slechte producten uitgeworpen en de
goedgekeurde
producten worden afgeleverd.
De machine-besturing is uitgerust met een logger-systeem waarbij
machine-storingen,
productie-gegevens en yield-data worden gegenereerd
en weggeschreven in logfiles (lokaal of
op een server elders in het
netwerk)
Vanwege de gewenste functionaliteit (servo-techniek, dataloggen) en de
bekendheid ermee is
gekozen voor het
B&R
platform (PP65, 3 servoassen 1000+ Watt).
Preform koelmatrijs
Periode: 2012
Branche: Verpakking
Onze opdrachtgever
DPE te Meijel heeft een machine ontworpen voor het
afkoelen van
zogenaamde 'preforms'. Deze preforms zijn het uitgangs-punt
van 'bag-in-bottle' verpakkingen.
Ze bestaan (voor assemblage) uit een drietal spuitgiet delen. Deze delen
dienen direct na
spuitgieten (voor de assemblage) gekoeld te worden.
De koelmatrijs bestaat uit drie horizontaal openende matrijzen
(servo-gestuurd), waar
de producten worden ingeschoven d.m.v.
de uitnamerobot van de spuitgietmachine
.
De matrijzen zijn
water-gekoeld. Na het
verloop van de gewenste koel-periode worden de
gekoelde producten
uitgenomen en verder verwerkt.
Er is gekozen voor het
B&R platform
vanwege de benodigde servo-techniek (PP65,
3 servoassen 1000+ Watt).
Novaline450
Periode: 2011-2012
Branche: Medisch
Voor een innovatieve nieuwe speler in de wereld van lenzen-productie
(kontakt- en
intraoculair) is een machine-besturing ontworpen,
gerealiseerd en inbedrijfgesteld, welke
deze lenzen
volgens een nieuwe revolutionaire
methode kan produceren.
De productie-machine bestaat uit een product-carrier gebaseerd
transport-systeem, waaraan
diverse stations bewerkingen uitvoeren op het
product. Een groot gedeelte van de bewerkingen
is servo-gestuurd (10+ assen) vanwege de nauwkeurigheden waarmee dit
dient te gebeuren.
Alle product-carriers zijn voorzien van een RFID chip, welke bij alle
bewerkings stations wordt
uitgelezen. Het betreffende bewerkings station
kan dan in de interne 'product-administratie'
opzoeken welk product
aanwezig is, en wat de voorgeschiedenis van dat betreffende product
is.
Op basis hiervan kan het bewerkings station beoordelen wat wel (of
niet) dient te
gebeuren.
Tevens is in de besturing een belangrijke rol weggelegd voor
data-verwerking.
Van alle producten dient productie-data gegenereerd en opgeslagen te
worden. Dit gebeurt
door de machine deze data rechtstreeks in een
SQL-database te laten opslaan. Tevens wordt
de meet-data van de diverse
inspectie-systemen op de machine per product bewaard.
Vanwege de hoge eisen die aan de functionaliteit van de besturing
gesteld worden, is er voor
gekozen om deze uit te voeren met
B&R (PP400).
Voor delen van de handling worden kleine Epson scara robots gebruikt,
welke over ethernet
worden aangestuurd.
Product-inspectie (optisch en cosmetisch) vindt plaats m.b.v. een
drietal geavanceerde vision
systemen. Ook deze systemen worden over
ethernet aangestuurd.